- About
-
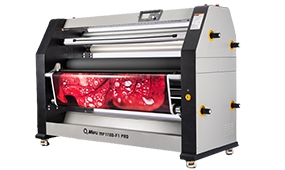
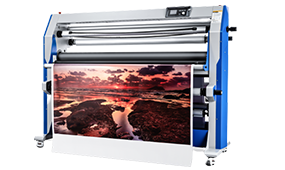
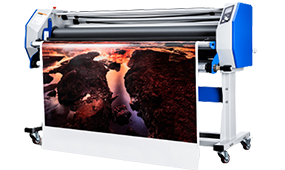
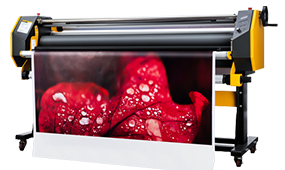
Roll Laminator
Pro Series
 Premium Series
Entry Series
Premium Series
Entry Series
-
Flatbed Applicator
Premium
Standard
- Cutting Machine
-
Consumables
Lamination Film
Accessories
Cutter
- Gallery






.png)







Fast Links
Contact Us
-
NO.20 XUEYUAN ROAD, ERQI DISTRICT, ZHENGZHOU, HENAN, CHINA


